�������ƣ������������Ӳ�������˾
��ϵ�ˣ���������������
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺mingquanhc@163.com
��ϵ��ַ��ɽ��ʡ����������������г�8��
�ʱࣺ250002
��ϵ��ʱ����˵���ں������Ͽ����ģ�лл��
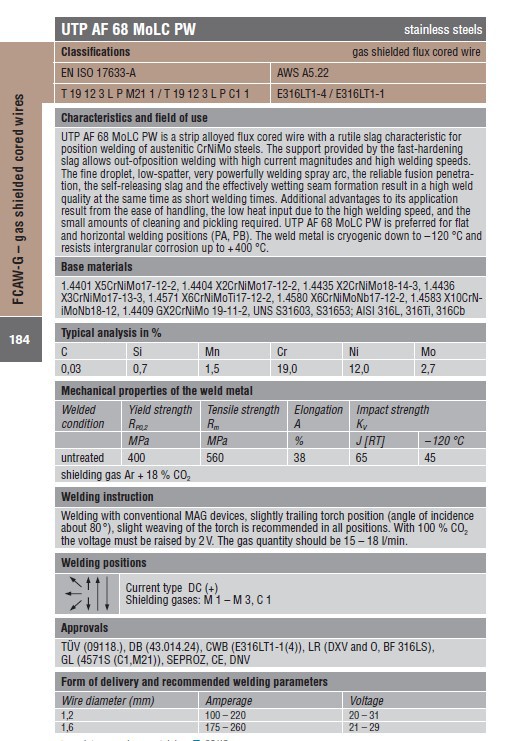
UTP AF 68 MoLC PW stainless steels
Classifications gas shielded flux cored wire
EN ISO 17633-A AWS A5.22
T 19 12 3 L P M21 1 / T 19 12 3 L P C1 1 E316LT1-4 / E316LT1-1
Characteristics and field of use
UTP AF 68 MoLC PW is a strip alloyed flux cored wire with a rutile slag characteristic for
position welding of austenitic CrNiMo steels. The support provided by the fast-hardening
slag allows out-ofposition welding with high current magnitudes and high welding speeds.
The fine droplet, low-spatter, very powerfully welding spray arc, the reliable fusion penetration,
the self-releasing slag and the effectively wetting seam formation result in a high weld
quality at the same time as short welding times. Additional advantages to its application
result from the ease of handling, the low heat input due to the high welding speed, and the
small amounts of cleaning and pickling required. UTP AF 68 MoLC PW is preferred for flat
and horizontal welding positions (PA, PB). The weld metal is cryogenic down to �C 120 ��C and
resists intergranular corrosion up to + 400 ��C.
Base materials
1.4401 X5CrNiMo17-12-2, 1.4404 X2CrNiMo17-12-2, 1.4435 X2CrNiMo18-14-3, 1.4436
X3CrNiMo17-13-3, 1.4571 X6CrNiMoTi17-12-2, 1.4580 X6CrNiMoNb17-12-2, 1.4583 X10CrNiMoNb18-
12, 1.4409 GX2CrNiMo 19-11-2, UNS S31603, S31653; AISI 316L, 316Ti, 316Cb
Typical analysis in %
C Si Mn Cr Ni Mo
0,03 0,7 1,5 19,0 12,0 2,7
Mechanical properties of the weld metal
Welded
condition
Yield strength
RP0,2
Tensile strength
Rm
Elongation
A
Impact strength
KV
MPa MPa % J [RT] �C 120 ��C
untreated 400 560 38 65 45
shielding gas Ar + 18 % CO2
Welding instruction
Welding with conventional MAG devices, slightly trailing torch position (angle of incidence
about 80 ��), slight weaving of the torch is recommended in all positions. With 100 % CO2
the voltage must be raised by 2 V. The gas quantity should be 15 �C 18 l/min.
Welding positions
Current type DC (+)
Shielding gases: M 1 �C M 3, C 1
Approvals
TÜV (09118.), DB (43.014.24), CWB (E316LT1-1(4)), LR (DXV and O, BF 316LS),
GL (4571S (C1,M21)), SEPROZ, CE, DNV
Form of delivery and recommended welding parameters
Wire diameter (mm) Amperage Voltage
1,2 100 �C 220 20 �C 31
1,6 175 �C 260 21 �C 29